Vet du hur wellpapp tillverkades?
År 1884 utvecklade den svenske kemisten Carl F. Dahl en process för att massera träflis till ett starkt papper som motstår rivning, klyvning och sprängning. Han döpte den till Kraft-processen eftersom den ger ett starkt papper som motstår rivning, klyvning och sprängning.
Produktionslinjen för wellpapp innehåller huvudsakligen följande maskiner: korrugerad enkelsidig enhet, dubbelsidig enhet, värmeplatta, längsgående trimning och delad skärpresslinje, tvärgående skärningsenhet och wellpappstack. Wellpapp är tillverkad av välvt papper som kallas "fluting". Det är en ganska högteknologisk lösning som använder avancerade datordesign- och tillverkningssystem. Det är denna design som gör wellpapp till det bästa valet för många förpackningsdesigners.
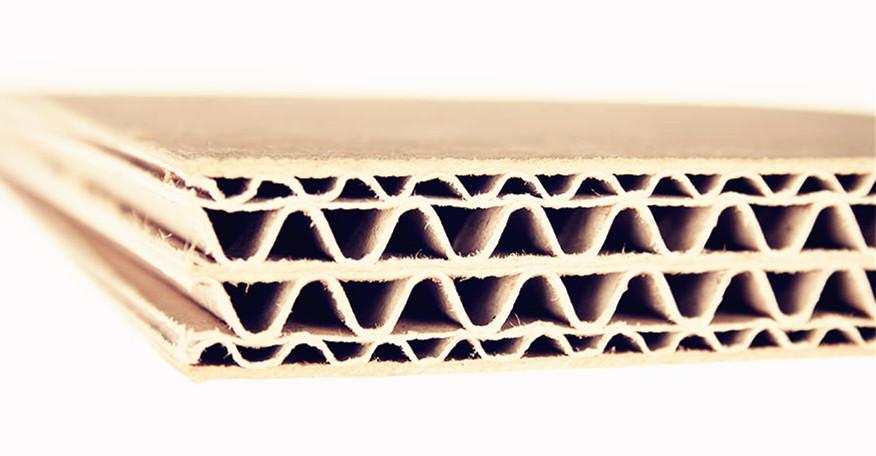
En färdig bit wellpapp består av ett enda korrugerat lager mellan två täckskikt som visas ovan. De tre lagren är bundna av pasta som består av vatten, stärkelsepasta, kaustisk soda, borax och vissa tillsatser. Bland dem är distributionen av pasta nyckeln till wellpappens bindningskvalitet.
Täckskikt
Omslag av wellpapp tillverkas i följande kvaliteter:
Kraftliner - papper av högsta kvalitet för täckskiktet som tillverkas med en andel sulfatmassa på 80%
Testliner - Flerskiktspapper tillverkat av olika fibermaterial, andelen massa är inte bestämd, därför är endast hållfasthetsegenskaper definierade och garanterade.
Schrenz (grått) - Papper av lägsta kvalitet tillverkat av återvunnet papper.
Fluting
Fluting tillverkas i följande kvaliteter:
Halbzell stoff -Högkvalitativt papper, mycket fast halvcellulärt papper tillverkat av träfibrer
Wellen stoff - Grått papper tillverkat av sorterat (högkvalitativt) återvunnet papper
schrenz(grå) - Papper av sämsta kvalitet tillverkat av återvunnet papper.
Tillverkning av wellpapp omfattar två viktiga steg: tillverkning av kraftpapper och korrugering av kartong. Kraftpapper tillverkas genom att man massar träflis och sedan matar den resulterande pappersmassan genom massiva ångvalsar som avlägsnar vattnet.
Korrugering sker också i en maskin som använder tunga valsar. En kartongrulle korrugeras och limmas sedan mellan två andra lager (liners) i samma maskin. Limmet härdas sedan genom att kartongen förs över uppvärmda rullar.
En kvalificerad wellpappråvara ska uppfylla följande krav:
- Limmet på kartongen är bra.
- Den korrugerade formen är bra och utan korrugeringsfenomenet.
- Wellpappen är platt, inte böjd eller skev för att säkerställa hårdheten.
Framtidens wellpappförpackningar kommer att tillverkas av kraftpapper som framställs av återvunna förpackningar i stället för av träd. Återvinning och andra miljövänliga processer kommer att fortsätta att öka i betydelse i framtiden för wellpapp. Idag börjar bläck baserat på sojaolja och biologiskt nedbrytbara vaxer och andra ytbeläggningar användas vid tillverkning av förpackningar. Ledande förpackningsföretag driver redan pappersbruk som tillverkar färskt, rent kraftpapper genom avsvärtning och massatillverkning av begagnade förpackningar.


Lämna en kommentar
Vill du delta i diskussionen?Dela med dig av dina synpunkter!